


Automaattinen 30-50 litran suurten tynnyrien, rumpujen, ämpäreiden ja kannun rungon tuotantolinja








Automaattinen 30-50 litran suurten tynnyrien, rumpujen, ämpäreiden ja kannun rungon tuotantolinja
Automaattinen pyöreiden tölkkien tuotantolinja
Sopii 30-50 litran suurten tynnyrien automaattiseen tuotantoon,
Kolme metallilevyä:tölkin runko, tölkin kansi ja tölkin pohja.Tölkki onlieriömäinenmuoto.
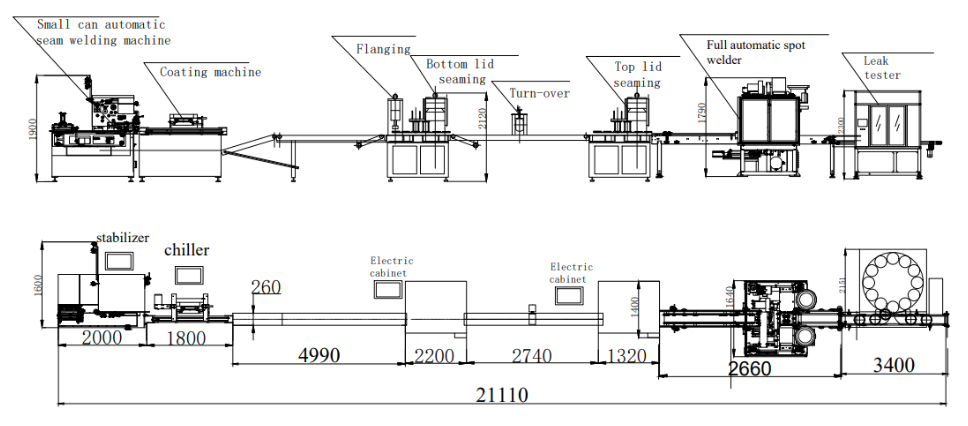
Tekninen työnkulku:
peltilevyn leikkaaminen tyhjäksi pyöristyskappaleeksi (Viiltoleikkaus)-Hitsaus-ulompiPinnoite-Laippaus-pohjakansiruokinta-Saumaus-Kääntyminenyli-Tkansiruokinta-Saumaus-+Korvakappalehitsaus-Vuototestaus - pakkaus
Tynnyrinvalmistuslinja on saatavilla,Klikkaa tästä saadaksesi yksityiskohtaiset tiedot.
Kuinka tätä tynnyrin tuotantolinjaa käytetään?
Aseta leikatut tölkkirungon materiaalit ensin automaattisen vastushitsauskoneen syöttöpöytään. Ime alipaineimureilla ja lähetä peltiaihiot yksi kerrallaan syöttötelalle. Syöttötelän kautta yksi peltiaihio syötetään pyöristystelalle pyöristysprosessin suorittamiseksi, minkä jälkeen se syötetään pyöristyksen muodostavaan mekanismiin pyöristyksen tekemiseksi. Runko syötetään vastushitsauskoneeseen ja hitsataan tarkan paikannuksen jälkeen.
Hitsauksen jälkeen tölkin runko syötetään automaattisesti pinnoituskoneen pyörivään magneettikuljettimeen ulkopinnoitusta, sisäpinnoitusta tai sisäjauhemaalausta varten. Tämä riippuu asiakkaan erilaisista tarpeista. Sitä käytetään pääasiassa estämään sivuhitsaussauman altistuminen ilmalle ja ruostuminen. Tölkin runko syötetään sitten yhdistelmäkoneeseen. Se on pystyasennossa pystykuljettimen läpi ja lähetetään laippa-asemalle puristimilla. Laippaustehtävä viimeistellään painamalla ylempää ja alempaa laippamuottia.
Tämän jälkeen laipallinen tölkkirunko lähetetään automaattiseen pohjakannen syöttölaitteeseen. Tunnistimen kautta, joka havaitsee tulevan tölkkirungon, kannen syöttölaite syöttää pohjakannen automaattisesti tölkkirungon yläosaan ja molemmat lähetetään saumauspalan alle. Nostoalusta lähettää tölkkirungon ja pohjan saumauskoneen päähän tiivistämistä varten.
Toisen pään saumauksen jälkeen se lähetetään tölkin rungon kääntäjälle tölkin rungon kääntämiseksi. Sitten suoritetaan uudelleen automaattinen yläkannen tunnistus ja saumaus. Lopuksi se syötetään automaattiseen kaksoispisteiden korvatulppien hitsauskoneeseen automaattisen sivuhitsaussaumojen indeksoinnin, nokkakuljettimen kuljettamisen, mekaanisen maalin rikkomisen kautta, joka on myös varustettu automaattisilla korvatulpilla värähtelevillä levyillä, viimeistele tarkka hitsaustehtävä pienellä pyöreällä tölkillä.
Lopuksi valmis tölkki syötetään kuljettimella automaattiseen vuototestausasemaan. Tarkan ilmalähteen tarkastuksen jälkeen epäpätevät tuotteet havaitaan ja työnnetään kiinteälle alueelle, ja pätevät tuotteet tulevat pakkaustyöpöydälle lopullista pakkausta varten.
Pyöreiden tölkkien automaattisen tuotantolinjan laitteiden koostumus

| Ensimmäinen leikkaus (vähimmäisleveys) | 150 mm | Toinen leikkaus (vähimmäisleveys) | 60 mm |
| Nopeus (kpl/min) | 32 | Levyn paksuus | 0,12–0,5 mm |
| Voima | 22 kW | Jännite | 220 V / 380 V / 440 V |
| Paino | 21000 kg | Mitat (P * L * K) | 2520 x 1840 x 3980 mm |

| Malli | CTPC-2 | Jännite ja taajuus | 380V 3L+1N+PE |
| Tuotantonopeus | 5–60 m/min | Jauheen kulutus | 8–10 mm ja 10–20 mm |
| Ilmankulutus | 0,6 MPa | Tölkin runkovalikoima | Halkaisija 50–200 mm Halkaisija 80–400 mm |
| Ilmantarve | 100–200 l/min | Virrankulutus | 2,8 kW |
| Koneen mitat | 1080 * 720 * 1820 mm | Kokonaispaino | 300 kg |

| Taajuusalue | 100–280 Hz | Hitsausnopeus | 6–15 m/min |
| Tuotantokapasiteetti | 15–35 tölkkiä/min | Sovellettava tölkin halkaisija | Φ220–Φ350 mm |
| Sovellettava tölkin korkeus | 220–550 mm | Sovellettava materiaali | Tinapelti, teräspohjainen, kromilevy |
| Sovellettava materiaalin paksuus | 0,2–0,6 mm | Sovellettava kuparilangan halkaisija | Φ1,7 mm, Φ1,5 mm |
| Jäähdytysvesi | Lämpötila: 12–20 ℃ Paine: >0,4 MPa Virtaus: 40 l/min | ||
| Kokonaisteho | 125 kVA | Ulottuvuus | 2200 * 1520 * 1980 mm |
| Paino | 2500 kg | Jauhe | 380 V ± 5 % 50 Hz |

Päällystyskone
| Tölkin korkeusalue | 50–600 mm | Tölkin halkaisija-alue | 52–400 mm |
| Rullan nopeus | 5–30 m/min | Pinnoitteen tyyppi | Telapinnoitus |
| Lakan leveys | 8–15 mm 10–20 mm | Pääsyöttö ja virtakuorma | 220 V 0,5 kW |
| Ilmankulutus | 0,6 MPa 20 l/min | Koneen mitat ja nettopaino | 2100 * 720 * 1520 mm / 300 kg |

| Polttimen teho | 1–2 kW | Polttimen lämmitysnopeus | 4–7 m/min |
| Sopiva pieni tölkin halkaisija | Φ45–Φ176 mm | Sopiva suuri tölkin halkaisija | Φ176–Φ350 mm |
| Tölkin korkeus | 45–600 mm | Jäähdytysvesi | >0,4 MPa, 12–20 ℃, 40 l/min |
| Ilmankulutus | ≥50 l/min> 0,5 MPa | ||

Automaattinen tölkkirunkoyhdistelmäkone
| Tuotantokapasiteetti | 25–30 kopiota minuutissa | Tölkkien Dia-valikoima | 200–300 mm |
| Tölkin korkeusalue | 170–460 mm | paksuus | ≤0,4 mm |
| Kokonaisteho | 44,41 kW | Paineilmajärjestelmän paine | 0,3–0,5 MPa |
| Rungon pystytyskuljettimen koko | 4260 * 340 * 1000 mm | Yhdistelmäkoneen koko | 3800 * 1770 * 3200 mm |
| Sähkökarabinetin koko | 700 * 450 * 1700 mm | Paino | 9T |
Tuotantolinjan asettelu
Tölkkien valmistustaidetta

30-50L suuri tynnyri virtaava kaavio
Kiinan johtava toimittaja3-osainen peltitölkkien valmistuskonejaAerosolipurkkien valmistuskoneChangtai Intelligent Equipment Co., Ltd. on kokenut tölkkienvalmistuskoneiden tehdas. Tölkkienvalmistusjärjestelmiimme kuuluu katkaisu, muotoilu, kavennettu työ, laipoitus, helmitys ja saumaus. Järjestelmämme ovat erittäin modulaarisia ja prosessointikykyisiä, ja ne soveltuvat monenlaisiin sovelluksiin. Nopean ja yksinkertaisen uudelleenasennuksen ansiosta ne yhdistävät erittäin korkean tuottavuuden huippulaatuun ja tarjoavat samalla korkean turvallisuustason ja tehokkaan suojan käyttäjille.
-

200-401 Tölkkihitsauskone 170 ml - 2,5 l tölkkiä ...
-

211-700 säiliönkorin hitsauskone 247ml-8L peltipurkkien saumauskone...
-

30L-50L suuri tynnyri pyöreä metallitölkki öljytynnyri...
-

30L-50L Suuri tynnyri pyöreä metallitölkki öljytynnyri...
-

5L-25L ruokatölkit öljytölkit pyöreät tölkit neliönmuotoiset tölkit...
-

Automaattinen kaksoispyöröveitsen leikkauskone